
Four Important points about Geomembrane Sheets Welding
Before starting the geomembrane sheet welding operation, a welding sample with the specifications lable, date, welding temperature, geomembrane temperature, quantity of welding lines, technician name and final acceptance or rejection in the test must be done and approved by the employer or his/her representative.
- These sheets should be spread 1.5 meters lower than its slope then it could be welded to next sheet.
- For covering any seams on edges, a patch would be used by the size of 15cm.
- If it is considered to use any pipes , this pipe should be in Polyethylene base , then the round space of this pipe would be welded to geomembrane pipe.
What is the name of geomembrane welding tool?
HDPE Double Fusion Welding
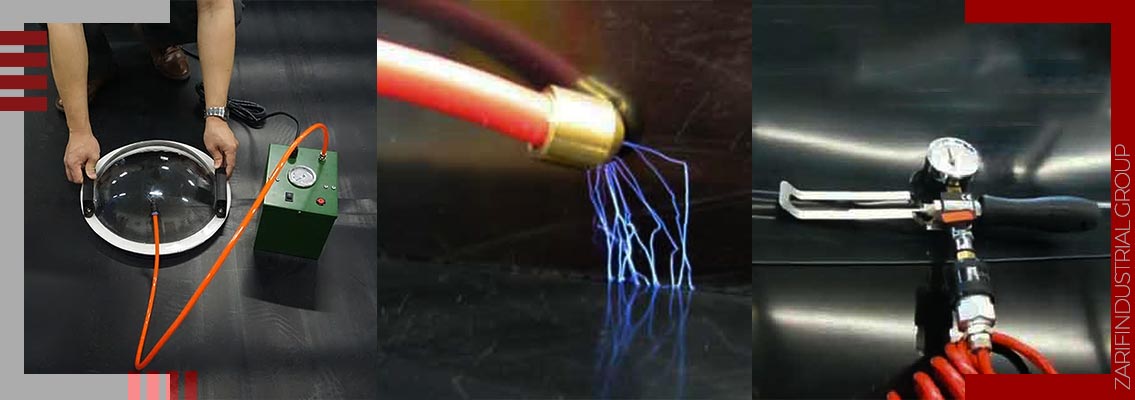
Different testing sorts of geomembrane sheets welding:
For industrial sewage refining ponds where the cover is installed on concrete tanks, the welding details of the geomembrane sheet in the vertical corners should be as follows:
The spark test would be done by which instruments
This test is performed by the Hand Spark Tester , first the welding test site of the geomembrane sheet is impregnated with soap and water solution then by movement of the box and the sheet with a soft rubber washer the sheet will be sealed then the vacuum pump and valve should be opened to adjust the tank pressure to 5 PSI or 35 KPA then the device will move for every 10 seconds. If no bubble is created, it means that the seam is welded and there is no leakage.
By which device vacuum box testing would be done ?
This test is performed by a vacuum box with a strong frame and body with a window to see the test result, and in such a way that the series of the device is sealed up to 25 mm. if the spark is not created , it means the seam is sealed and there is no leakage.
By which device and How the air-pressure testing would be performed ?
This test is performed by an air pump and two pressure gauges, by drilling holes between the two welding lines at specified intervals and inserting a marker, then the air pressure is inserted, and after 5 minutes according to the pressure tables and defined time If the pressure drop is not occured, it means that the seam is welded and has no leakage.